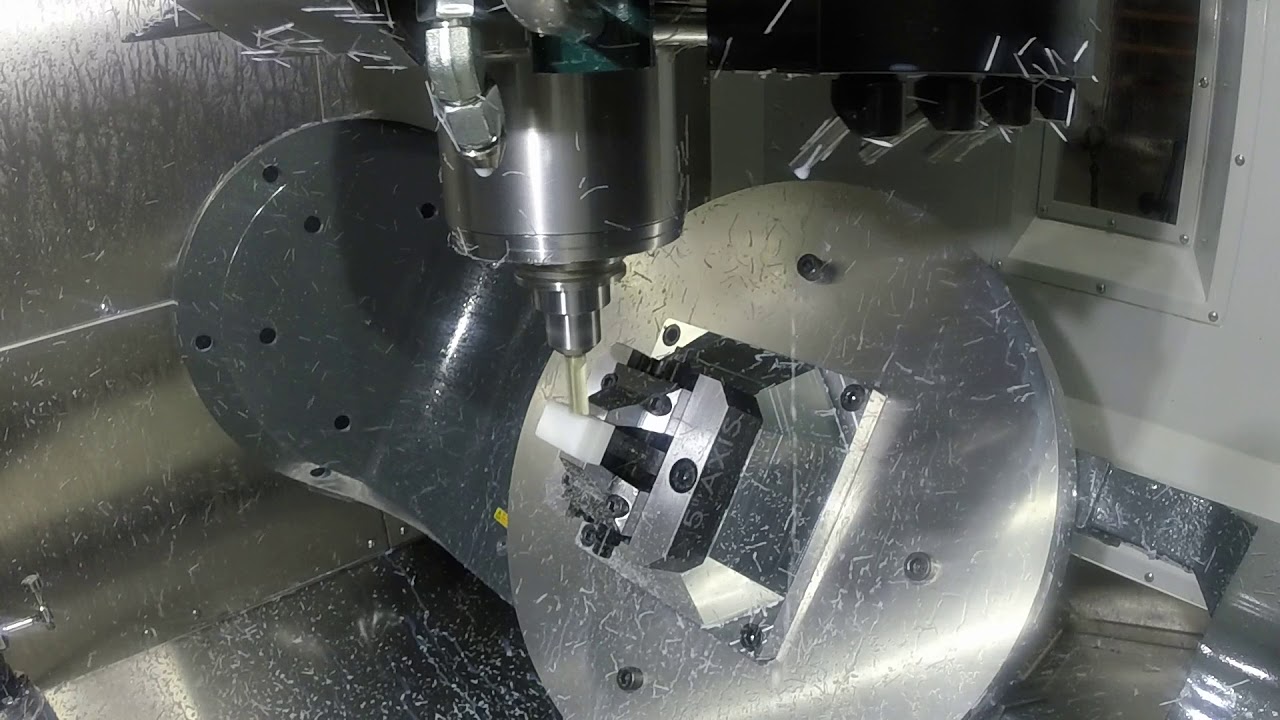
UMC-750SS 5-axis milling and positioning with G234 TCPC.
Автор: GARRETT LEWIS
Загружено: 2017-10-17
Просмотров: 11255
Описание:
Updated my post to allow indexing moves using TCPC, instead of fully retracting to safe position.
On the first two chamfers, the tool is positioned with G234 TCPC, then switches to G254 DWO, to make the cuts.
Another TCPC index move to cut the fillets using a 4-axis toolpath.
Simple drill cycle, followed by some counterbores, and a 5-axis swarf finished the c-bore chamfers which overlap the fillets.
Some example code for an index move between two DWO toolpaths:
...
G255
G234 H4 X1.0567 Y-0.5889 Z1.
G1 G93 X-1.4592 Y-0.756 Z0.585 B45. C180. F[#10516/180.]
G49
G254
G0 G90 G55 X0.6181 Y0.756
G43 H4 Z1.4454
G0 Z0.5454
G1 G94 Z0.4454 F30.
etc
#10516 is used as the rotary/tilt indexing speed and set in the header of the program. Units are in degrees/min.
9000°/minute max for the SS machine. 1000 is a good starting point while proving out a program. Dividing °/min by the angle to move (180 in this case) will produce the correct feedrate in inverse time.
Повторяем попытку...
Доступные форматы для скачивания:
Скачать видео
-
Информация по загрузке:



















