Catalytic Reforming
Автор: Mihail Editoiu
Загружено: 2022-08-08
Просмотров: 5262
Описание:
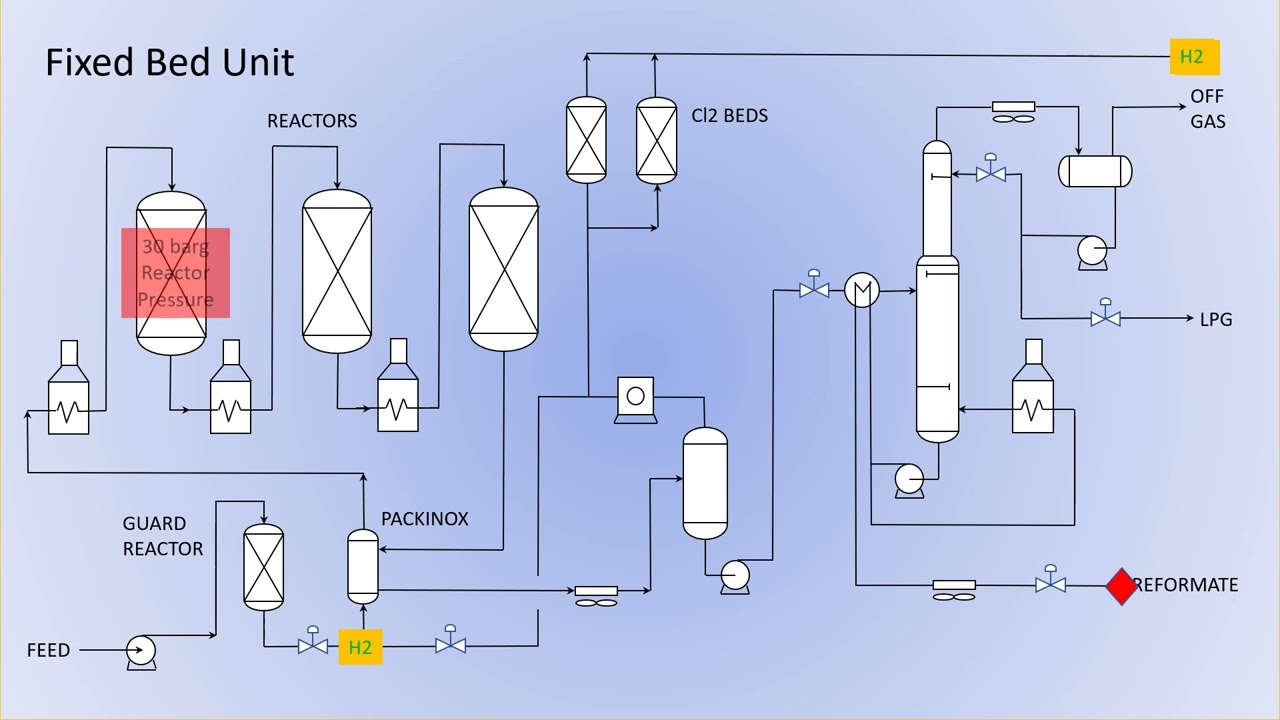
In 1949 appears first Fixed Bed Unit and in ’71 Continuous Catalyst Regeneration Unit was released. The feed is a wide & various naphtha boiling hydrocarbons with aromatics, naphthenes and paraffins, could be from thermal cracking units, crude distillation and so one, but needs to be free of sulfur, nitrogen, halogen, oxygenate compounds, metals and all the olefins shall be saturated to not deactivate the noble catalyst – usually the max end point is 200C.
CCR main equipment:
1. Reactor: 3-4 stacked vessels operating at 3.5-10.0 barg & 510-550C (endothermic process) with lower pressure drop, the catalyst is flowing from the top to bottom encountering the feed at different temperature levels
2. Regenerator with main function to burn the hydrocarbons deposits from and to prepare the catalyst for reaction, is divided in 5 zones (sections): regeneration zone / reheat zone / Cl2 zone / drying zone and cooling
3. Catalyst transfer pipes from reactor the spent catalyst is transfer to regenerator and from regenerator the ready to go catalyst is transfer back to reactor. Is very important to separate the reactor and regenerator medium toa void that hydrogen & hydrocarbons from reactor to enter in oxygen regenerator environment and the O2 to pass to reactor – hazard is obvious!
4. Heaters: 3-4 fired heaters need to supply the necessary heat for reaction – the feed is heated from 460-475C to 510-550C and are single pass low pressure drop usually in the same box. The BWT is 900-960C and can be lowered by applying special ceramic coating
5. Packinox: replace the combined feed HX due to higher heat recovery, lower layout requirements / size and is present in new design or especially in revamped units. Packinox is a special welded heat exchanger with the main drawback of fouling – provision in design shall be implemented to overcome the mentioned aspect
6. Recycle gas compressor is a centrifugal type with turbine or electric motor
7. Reactor Air Cooler: provide the necessary temperature of reactor effluent (cool down the fluid) to 55-60C by a single pass multitube design
8. Separator: L-V are split with vapor H2 rich gases sent to recycle compressor and the liquid unstabilized reformate to Stabilizer
9. Stabilizer: fractionation tower removes from reformate the LPG and off gas with the main product the C5+ or C6+ reformate. Downstream Stabilizer the Reformate Splitter could be foreseen to prepare the feed for Aromatic Complex
10. Chloride Adsorbers: Cl2 is added to keep the catalyst acid function in regenerator special zone and need to be removed from H2 as byproduct before to be send to hydrogen refinery network – this is done by adsorbtion in 2 vessels filled with promoted alumina.
Enjoy!
PS: Uop still the Best available tech on the market with Axens trying to catch-up (the only competitor).
eBook:
https://lnkd.in/evN6h_w
https://lnkd.in/eF4KWM9
https://lnkd.in/eUcR2kk
#innovation #sustainability #processengineering #research #energy #training #technology #business #engineering
Повторяем попытку...
Доступные форматы для скачивания:
Скачать видео
-
Информация по загрузке: