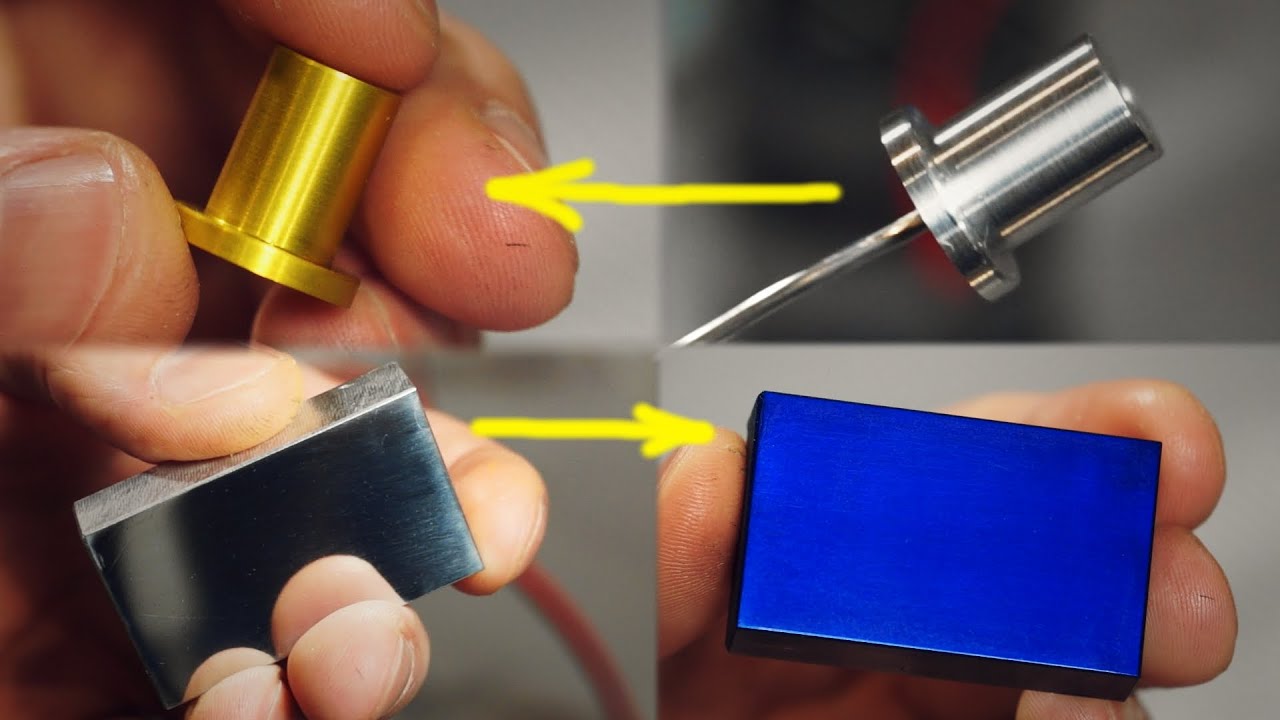
Anodizing aluminum at home, Part 2
Автор: secretspy711
Загружено: 2017-12-11
Просмотров: 4547
Описание:
Lessons learned:
1.) The anodizing bath should be temperature controlled if you can manage it. My first few attempts worked great, as they were done in the garage on a nice day. Then the temperature plummeted (it was December in Colorado, after all, and the tank was probably around 40-50 degrees) and I couldn’t figure out why my parts weren’t taking dye very well. They were turning out pink instead of the deep red I had been getting before. Apparently the lower temperatures cause the oxide pores to be smaller (and probably build slower). I found that I needed to approximately double my calculated amps to get good results. I bought a 300w submersible aquarium heater but haven't used it yet. On the flip side, the anodizing reaction also causes the solution to heat up. Ideally you want to keep the tank between 69-72 degrees F. If it gets too hot, it wont work because the acid will eat the layer faster than it can build up. I’ve had my tank get up to 85 degrees and it still seems to work fine though.
2.) I have been using an iCharger 306b to power my anodizing tank, but a variable DC power supply would be better. If using a smart charger like this, the charger may be too smart. In normal charging mode, the charger is looking for a peak voltage, followed by a slight drop, which normally indicates when a battery is full. When anodizing via constant current as you should be doing, the voltage tends to fluctuate a little, causing the charger to think that the “battery” is full, and stops before the job is complete. My charger also has a motor-drive mode that seems to work better, but not great for some parts. That’s because the voltage in this mode is limited to 15v, so if you are going for, say, 12 amps constant current, depending on the size of the part and many other factors, the charger may reach 15 volts before it reaches 12 amps, and might be stuck at around 6 amps, so your anodizing job will take much longer to complete, and may simply result in a poor anodize layer because the current density (amps per square foot) or voltage wasn’t high enough. The charger also has a “foam cut” mode which seems to work best. In this mode, the voltage limit is increased to 30v. But if I have to stop the process and restart, the charger will refuse to start in this mode, apparently because the circuit resistance is not within the acceptable range that the charger is looking for (again, this depends on many factors, including size of the part, size of the cathodes, distance from part to cathode, temperature, acid concentration, etc).
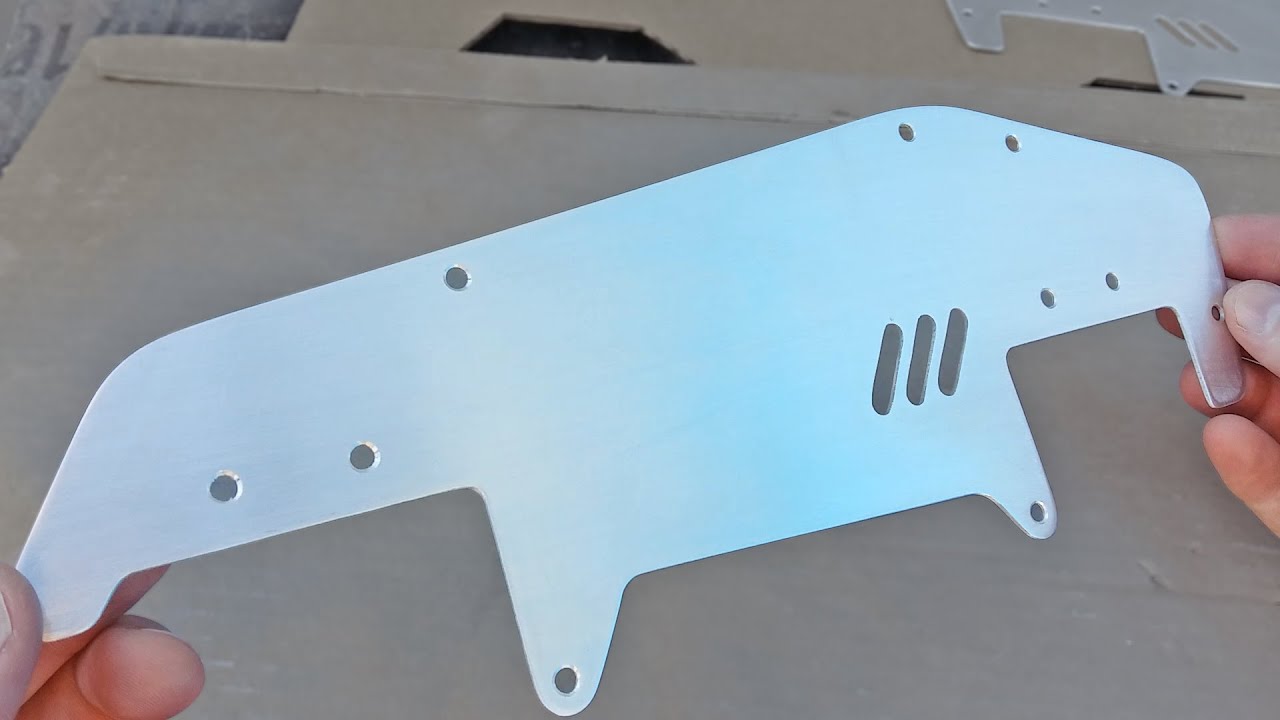
3.) When racking your parts, make sure there is good contact and that the hanging rod can't move around on the part. Also keep in mind how much current you will be putting through it and size the racking scheme accordingly. My very first test piece worked well, but when I went to larger parts, I used the same thin wire to hang the parts, and the wire started glowing! Probably not good to have glowing wire near something that is producing hydrogen gas. (Because nothing bad has ever happened with hydrogen gas… wink!) Here I am using 1/8" aluminum to rack the parts.
4.) The acid solution should be ~15% by weight. According to the MSDS for the battery acid from Oreilly’s, the concentration could be anywhere within 30% to 43%. That is quite a wide range, so I bought a battery hydrometer to check the specific gravity as I mixed it with distilled water. You’re looking for a specific gravity of 1.1 which is at the low end of the measurement range. I think I ended up at about 1.15, a little on the stronger side at about 20%, and it was a 50-50 mix by volume with distilled water.
5.) Remember, whatever you used to rack the parts (titanium or aluminum wire/rod) will also get anodized. To reuse them, you can try sanding them down but that will have a limited effect. I’ve found that chemically stripping the anodize works better. To do this, mix some caustic soda / lye with water, and let the part soak for a few minutes. It will fizz and if you dyed your part, the color will come off the part and the solution will become colored. Black residue will remain and either needs to be de-smutted or rinsed & scrubbed. The longer you leave the parts in, the more of the surface will be eaten away, and the parts actually get slightly smaller. I used roughly a tablespoon or two in a half gallon of water. Using too much will result in a lot of fizzing and nasty smelling badness.
6.) After sealing, leave the part in the water until it cools down. If you take it out while hot (especially if you take it out before the part is done), you’ll get streaks. Be patient and let the water cool down, or dump some cold water in.
7.) When you're done, don't leave the cathode plates hanging in the acid. After a while they will disintegrate and make the acid solution black and nasty. I had to use 6 pounds of baking soda to neutralize it for disposal.
Повторяем попытку...

Доступные форматы для скачивания:
Скачать видео
-
Информация по загрузке: